




Vertical and Horizontal Five-Face Machining Center/Five-Face Machining Center
- Product Item : AT-61069
- Category: CNC Precision Machine Tools
- Product description:
Product Introduction
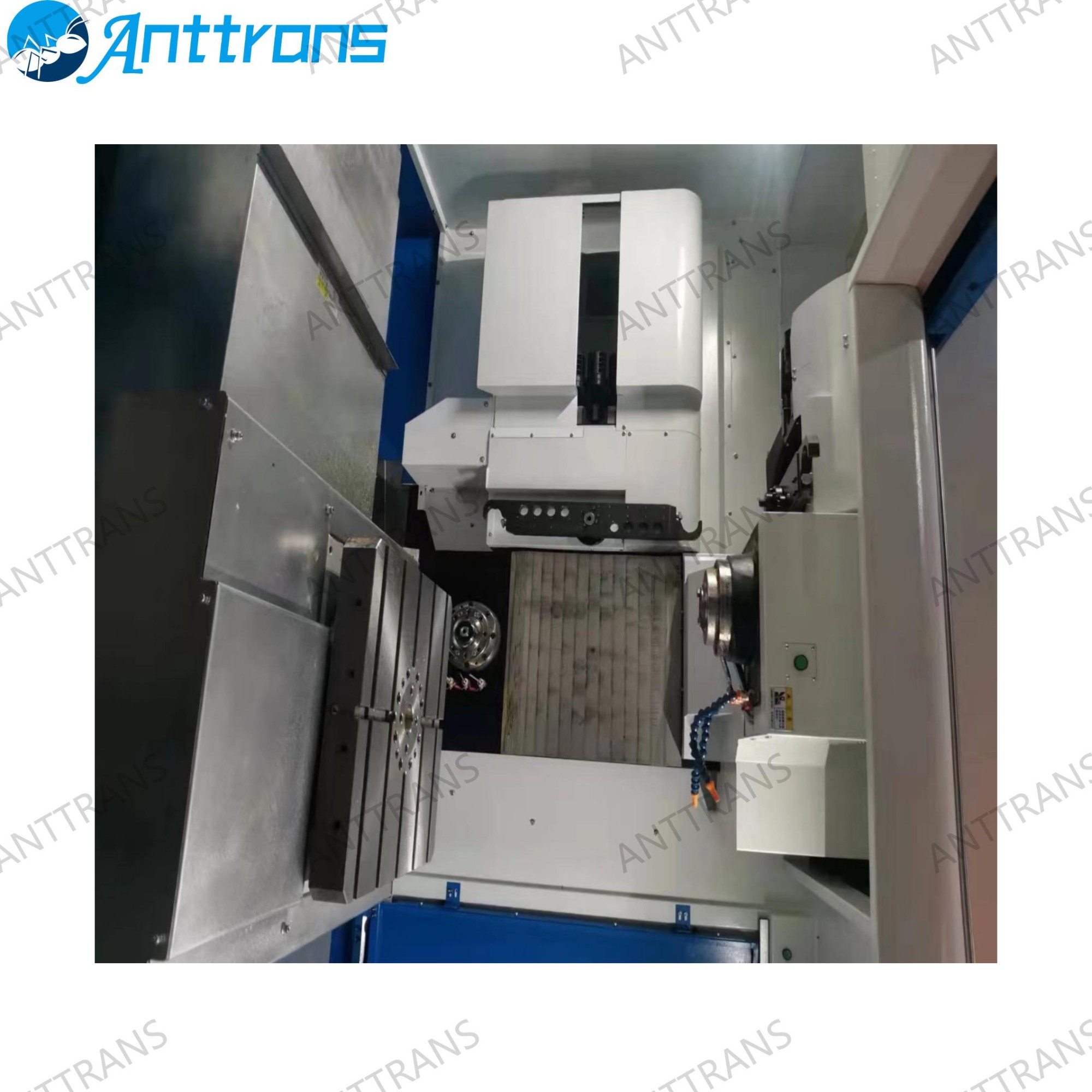
The vertical and horizontal five-face machining center adopts a configuration of two linear guides and one hard rail, balancing motion speed and rigidity. The spindle is equipped with an oil cooling device to effectively control spindle temperature rise, ensuring machining accuracy. This high-precision, high-efficiency composite CNC machining equipment excels in performing complex machining operations such as milling, boring, drilling, and tapping on multiple surfaces (e.g., top, side, and inclined surfaces) of a workpiece in a single setup, eliminating the need for frequent fixture changes or workpiece transfers, and significantly enhancing machining accuracy and efficiency.
Product Features
1. High Precision: Single setup eliminates repeated positioning errors, with multi-axis coordinated control accuracy reaching 0.005mm-0.01mm, meeting the machining requirements for precision parts (e.g., aerospace components, molds).
2. High Efficiency: Eliminates the need for frequent fixture changes or workpiece transfers, substantially reducing auxiliary times (e.g., setup, calibration), and improving machining efficiency by 30%-50% compared to ordinary vertical/horizontal machining centers.
3. Flexibility: Adapts to different workpiece machining by simply modifying the machining program, eliminating the need for extensive tooling changes, making it suitable for multi-variety, small-batch production.
Application Fields
1.Aerospace: High-precision machining of complex structural parts.
The aerospace sector demands extremely high material properties (e.g., high-temperature resistance, high strength), dimensional accuracy (micron-level), and structural complexity for its parts, which often feature "multi-faced, deep-cavity, thin-walled" structures. The vertical and horizontal five-face machining center is a core piece of equipment in this field.
Typical machined parts include aircraft structural components (e.g., fuselage frames, wing attachment seats, landing gear brackets, mostly made of aluminum or titanium alloys, requiring machining of top and side hole patterns, inclined surfaces, and grooves in a single setup to avoid repeated positioning errors), engine components (e.g., turbine blade roots, combustion chamber housings, requiring machining of complex curved surfaces and circumferential hole patterns, achieved through A/B rotation axes in conjunction with vertical and horizontal spindles for continuous machining of curved surfaces and hole patterns), and aerospace devices (e.g., satellite brackets, rocket thruster parts, mostly thin-walled, requiring control of machining deformation, with single setup reducing clamping stress impacts on part accuracy).
Core adaptability: Capable of processing difficult-to-machine materials like titanium and high-temperature alloys, with precision meeting aerospace "zero-defect" requirements (e.g., positional tolerance errors ≤ 0.01mm).
2.Automotive Manufacturing: Mold and key component machining.
In automotive manufacturing, "mold precision determines part precision," and key powertrain components require a balance of strength and precision. The vertical and horizontal five-face machining center is primarily used for mold machining and high-end automotive component machining.
Typical machining scenarios include automotive molds (e.g., body panel molds (stamping dies), interior trim injection molds (e.g., dashboard molds) - mold cavities often feature complex curved surfaces and multi-faced hole patterns, requiring machining of parting surfaces, cavities, and ejector pin holes in a single setup to avoid mold assembly errors), and key components (e.g., new energy vehicle motor housings, transmission housings (aluminum alloy), engine cylinder heads (requiring machining of top airways, side oil passages, and bottom mounting holes) - through vertical and horizontal spindle switching, "top milling + side drilling + bottom boring" can be completed in one go, improving production efficiency (reducing auxiliary times by over 50% compared to ordinary equipment)).
Core adaptability: Balances "mass production efficiency" with "mold/component precision," meeting the scalability needs of automotive manufacturing.
3.Mold Manufacturing (General Molds): Complex cavity and multi-faced structure machining.
Besides automotive molds, the vertical and horizontal five-face machining center is widely used in general mold fields such as home appliance, electronic, and medical device molds, addressing the challenge of machining "multi-surfaced, complex cavities" in molds.
Typical machined parts include home appliance molds (e.g., washing machine inner drum molds, air conditioner outer casing molds, requiring machining of large curved surfaces, side snap-fit slots, and multi-angle mounting holes), electronic molds (e.g., cell phone midframe molds, laptop outer casing molds, thin-walled and high-precision, requiring machining of top recesses, side chamfers, and inclined holes in a single setup to avoid dimensional deviations caused by multiple setups), and medical device molds (e.g., syringe molds, infusion set component molds, requiring extremely high surface finish and dimensional accuracy, with single setup reducing clamping marks on mold precision).
Core adaptability: Capable of machining "asymmetric, multi-angled" mold structures, with precision (e.g., surface roughness Ra ≤ 0.8μm) meeting the quality requirements for molded parts.
4.Medical Devices: High-cleanliness, high-precision part machining.
Medical device parts (e.g., surgical instruments, diagnostic equipment components) must meet "biocompatibility, high precision, and burr-free" requirements and are often small-sized and complex in structure. The vertical and horizontal five-face machining center is a key machining equipment in this field.
Typical machining scenarios include surgical instruments (e.g., orthopedic screws, requiring machining of threads, top counterbores, and side locating holes in a single setup to ensure coaxiality between threads and locating holes), diagnostic equipment components (e.g., CT machine rotating brackets, ultrasound probe housings, mostly made of titanium alloy or medical plastics, requiring machining of thin-walled, complex hole patterns in a single setup to avoid deformation caused by multiple setups), and rehabilitation devices (e.g., prosthetic joint components, requiring machining of spherical surfaces, inclined surfaces, and mounting holes, with A/B rotation axes enabling continuous machining of spherical surfaces and planes to ensure smooth joint movement).
Core adaptability: High machining accuracy (dimensional tolerance ≤ ±0.005mm) and optimized cutting parameters to reduce part burrs, meeting the cleanliness requirements of medical devices.
6.Energy Equipment: Large, heavy-duty part machining.
Parts for energy equipment (e.g., wind power, nuclear power, oil and gas extraction equipment) are often "large, heavy-duty, and multi-faced," requiring high rigidity and stroke from the machining center to withstand extreme operating conditions like high temperatures and pressures.
Typical machining scenarios include wind power equipment (e.g., wind turbine flanges, requiring machining of top bolt holes, side locating slots, and bottom sealing grooves, with large-stroke X/Y axes in conjunction with a horizontal spindle enabling multi-faced machining of large flanges), nuclear power equipment (e.g., reactor coolant pipeline joints, mostly made of stainless steel, requiring machining of complex bevels and multi-directional hole patterns in a single setup to ensure positional accuracy between bevels and hole patterns, avoiding leakage risks), and oil and gas extraction equipment (e.g., wellhead valve housings, requiring machining of top interfaces, side flow passage holes, and bottom mounting holes, with vertical and horizontal spindle switching enabling deep hole machining of flow passage holes to ensure fluid flow).
Core adaptability: Features a high-rigidity bed and large stroke (X-axis stroke up to several meters), capable of carrying heavy-duty parts (load capacity up to several tons), with machining accuracy meeting the safety requirements of energy equipment.
7.Other Fields: Precision Instruments and Special Parts.
Besides the aforementioned fields, the vertical and horizontal five-face machining center is also used for machining precision instruments (e.g., optical instruments, measuring instruments) and special parts (e.g., military parts).
Precision instruments: e.g., optical lens brackets, requiring machining of high-precision locating holes and inclined surfaces to ensure coaxiality of lens mounting and avoid optical deviations.
Military parts: e.g., missile body brackets, radar antenna components, mostly made of high-strength alloys, requiring machining of complex structures with extremely high precision requirements, with single setup reducing information leakage risks.
8.Summary: Core Adaptability Scenarios of the Vertical and Horizontal Five-Face Machining Center
The common needs across its application fields can be summarized into three categories:
Precision Priority: Ensures positional accuracy for multi-surfaced machining (e.g., coaxiality, parallelism), avoiding repeated positioning errors (e.g., aerospace, medical devices).
Efficiency Priority: Reduces setup and transfer times, improving batch production efficiency (e.g., automotive manufacturing, molds).
Complex Structure: Parts feature multi-faced, deep-cavity, and curved structures that ordinary equipment cannot machine in a single setup (e.g., energy equipment, precision instruments).
Product Parameters
Turntable Surface
|
Turntable Surface (mm) |
260 |
255 |
350*300 |
|
Maximum Machining Size (mm) |
400 |
350 |
690 |
|
Table T-slot (mm) |
4*12 |
8*14 |
8*1 4 |
|
X-axis Machining Distance (mm) |
500 |
800 |
1100 |
|
Y-axis Machining Distance (mm) |
510 |
550 |
650 |
|
Z-axis Machining Distance (mm) |
450 |
500 |
600 |
|
A-axis Travel |
±120° |
+120°~ -30° (or 30°~ -120°) |
+120°~ -30 ° (or 30°~ -120°) |
|
C-axis Travel |
360° |
360° |
360° |
|
Worktable Rotational Speed (rpm) |
400 |
60 |
60 |
|
A-axis Positioning Accuracy |
8″ |
40″ |
60″ |
|
C-axis Positioning Accuracy |
8″ |
8″ |
25″ |
|
A-axis Repeat Positioning |
5″ |
20″ |
20″ |
|
C-axis Repeat Positioning |
5″ |
6″ |
10″ |
|
Brake |
Pneumatic |
Hydraulic |
Hydraulic |
|
Spindle Speed (rpm) |
12000 / 15000 / 18000 |
12000 / 15000 / 18000 |
12000 / 15000 / 180 00 |
|
Spindle Taper Form |
BT30/BT40 |
BT40(12000-15000)/HSK-A63(18000) |
BT40(12000-15000)/HSK-A63(18000) |
|
Rapid Traverse Speed |
48000 |
36000 |
36000 |
|
Machining Speed |
12000 |
10000 |
10000 |
|
Ball Screw (mm) |
XY: 28 Z: 32 |
XYZ: 4012 |
XYZ: 4012 |
|
Linear Guide (mm) |
XY: 30 Z: 35 |
XYZ: 45 |
XYZ: 45 |
|
Tool Magazine Capacity |
24/30 |
24/30 |
24/30 |
|
Appearance (mm) |
2300* 2100*2500 |
280024002900 |
310026003000 |
|
Weight (kg) |
4300 |
5800 |
7900 |
|
Specifications |
Vertical Technical Parameters |
Value |
Horizontal Technical Parameters |
Value |
|
|
X-axis Machining Distance |
1100mm |
|
|
|
Y-axis Machining Distance |
700mm |
Y-axis Travel (Up/Down) |
600mm |
|
|
Z-axis Machining Distance |
720mm |
Z-axis Travel (Front/Back) |
700mm |
|
|
Worktable |
Worktable Size |
|
500×500 mm (Optional 630*630) |
|
|
Worktable |
Indexing Accuracy |
360° 1° (Optional 0.001°) |
360° 1° (Optional 0.001°) |
360° 1° (Optional 0.001°) |
|
Worktable |
Maximum Load Capacity |
600kg |
Maximum Rotary Diameter |
1250mm |
|
Vertical |
Z1 Spindle Center to Column Distance |
765 mm |
Z2 Spindle Center to Worktable Surface Distance |
-140~600mm |
|
Vertical |
Z1 Spindle End Face to Worktable Distance |
150~870mm |
Z2 Spindle End Face to Worktable Center Distance |
310~1010mm |
|
Spindle |
Spindle Speed Range |
12000 rpm |
Spindle Speed Range |
12000 rpm |
|
Spindle |
Motor Power |
11KW |
Motor Power |
11KW |
|
Spindle |
Spindle Diameter |
155mm |
Spindle Diameter |
155mm |
|
Spindle |
Spindle Connection Method |
Direct |
Spindle Connection Method |
Direct |
|
Feed |
XYZ Feed Axis Motor |
3/3/3 KW |
Z Feed Axis Motor |
3KW |
|
Feed |
XYZ Axis Rapid Traverse |
36000 mm |
X, Y Cutting Feed Speed |
10000mm |
|
|
XYZ Axis Ball Screw Specification |
4012 |
XYZ Axis Taiwan Linear Guide Specification |
45mm |
|
Accuracy |
Positioning Accuracy |
±0.005/300mm |
Repeat Positioning Accuracy |
±0.003/300 mm |
|
Tool Magazine |
Vertical Tool Capacity |
BT40-24 |
Horizontal Tool Capacity |
BT40-24 |
|
Tool Magazine |
Tool-to-Tool Change Time |
2s |
Tool-to-Tool Change Time |
2s |
|
Tool Magazine |
Weight |
9500Kg |
9500Kg |
9500Kg |



